7X24小時服務熱線:
15224321888

聯系我們
CONTACT US聯系人:李經理
手 機:15224321888
電 話:0635-5285928
地 址:山東省聊城市冠縣煙莊街道辦事處北環路與東環路口交叉口
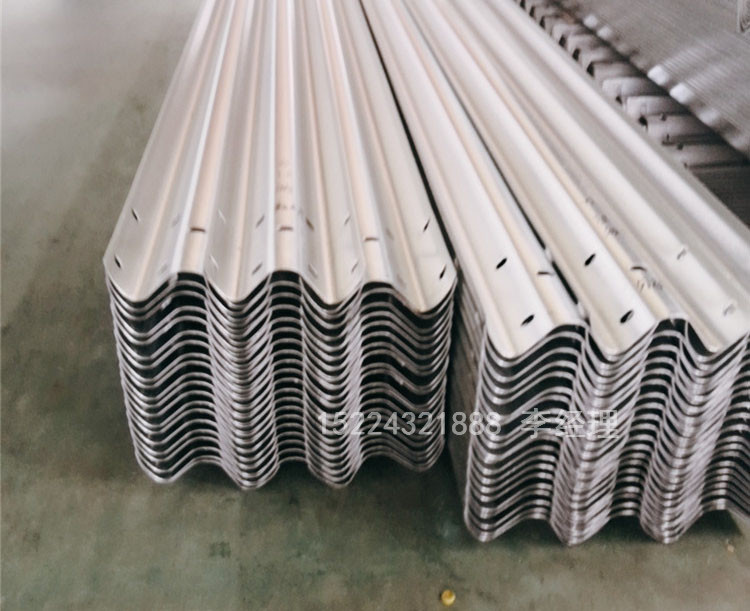
護欄板粉末飛揚,上粉率低主要原因:①靜電發生器無高壓或不足;②工件接地不良;③氣壓太大;④掛具導電不良;⑤粉末品質不佳;⑥回收裝置風道堵塞或回收系統無法正常運轉。解決措施:①檢查有無高壓輸出;②檢查輸送鏈接地是否良好…
護欄板噴塑過程中二次噴涂起雪花主要原因:①電壓過高;②出粉量太大;③噴槍與工件距離太近;④待噴工件再次磷化處理。解決措施:①降低電壓;②減少出粉量,降低供粉氣壓和增大霧化氣壓;③適當增大噴涂距離;④返工件不要經過磷化…
護欄板粉流粉杠主要原因:①噴槍開始工作時,出粉不均勻;②噴粉太厚,粉層掉落;③磷化不充分,存在粉杠現象;④靜電槍輸出不穩定。解決措施:①正式噴涂前先讓噴槍空噴3~5min,等出粉穩定后再進入正式噴涂;②控制噴槍條件,不使…
護欄板噴槍不出粉或出粉量越來越少主要原因:①噴粉管材質差,粉末易附著在管內壁;②氣壓或氣量不足;③輸粉管受熱,粉末在管中結塊;④輸粉管彎折、扭曲;⑤粉末結塊,無法正常流化。解決措施:①更換高質量的噴粉管材;②檢查氣源…
砂粒主要原因:①均勻密集出現;②呈突起的圓形,數量不多;③少量砂粒,大小不一;④工件表面有雜質,有時呈放射狀或細長型;⑤少量黑色顆粒。解決措施:①測定膜厚是否符合工藝要求;②檢查粉末質量,是否存在膠化粒子,另檢查磷化…
護欄板在噴塑中局部不均勻,流平度不穩定主要原因:①由膜厚不均勻引起;②粉末粒度前后變化大;③高壓擊穿;④文丘里管磨損,出粉不均;⑤使用的輸粉管與設備不適應;⑥輸送鏈有擠動現象,走速不均;⑦流化桶中多孔板損壞或局部堵塞…
護欄板噴塑時光澤不穩定主要原因:①光澤偏低;②光澤偏高;③光澤上下波動;④光澤突然降低。解決措施:①檢查烘烤溫度是否偏高,或烘烤時間是否偏長,向粉廠咨詢烘烤條件,另可檢查粉末的含水率和噴房的溫度;②核定烘烤溫度和時間…
護欄板在噴塑時涂層發黃變色的原因主要原因:①烘道或烘箱設定溫度過高;②直接燃氣進入烘箱或烘道;③工件在烘道或烘箱里停留時間過長,或輸送鏈停止運轉;④粉末質量;⑤工件反復烘烤2 次以上;⑥涂料嚴重變色。解決措施:①了解正…
聯系人:李經理
手 機:15224321888
電 話:0635-5285928
地 址:山東省聊城市冠縣煙莊街道辦事處北環路與東環路口交叉口
服務熱線